
带锁定垫圈或锁定扣的锁紧螺母
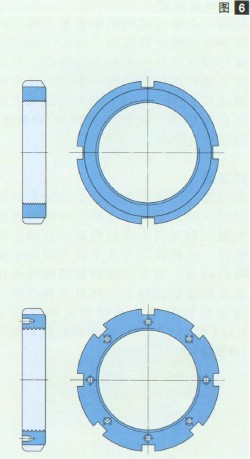
带锁定垫圈或锁定扣的SKF锁紧螺母,沿螺母的圆周加工有四个或八个平均分布的凹槽(→图6),可以使用钩形扳手或冲击扳手来将其锁定。适用的扳手请参见产品表。
锁紧螺母和锁定装置需要单独订购,适用的锁定垫圈或锁定扣请参见产品表。
除了本型录中列出的公制锁紧螺母以外,SKF还可以提供符合美国国家外形NS级别3或ACME级别3G常用螺纹的英制锁紧螺母。详细信息请参阅SKF“轴承附件”(Bearing Accessories)型录,或参见“SKF互动工程型录”光盘或访问www.skf.com网站。
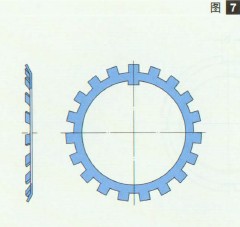
带锁定垫圈的KM(L)锁紧螺母
KM和KML系列的锁紧螺母,在200mm或以下的螺纹是符合ISO的公制螺纹,并可以使用MB(L)锁定垫圈(→图7),或更坚固的MB..A锁定垫圈来固定。
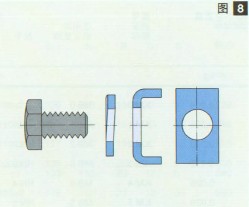
带锁定扣的HM锁紧螺母
较大的HM 30和HM 31系列锁紧螺母,带公制梯形螺纹,并以MS锁定扣来固定,锁定扣包括一个符合EN ISO 4017:2000标准的六角头螺栓,和一个符合DIN 128标准的弹簧垫圈(→图8)。
尺寸
锁紧螺母的尺寸和螺纹符合ISO 2982-2:2001标准。锁定垫圈和锁定扣也是根据同一标准来制造。
公差
KM和KML锁紧螺母的公制螺纹公差为5H,符合ISO 965-3:1998标准。而HM锁紧螺母的公制梯形螺纹公差为7H,符合ISO 2903:1993标准。
根据不同尺寸的锁紧螺母,螺纹和定位面之间的最大轴向跳动是在0,04和0,06mm之间。
材料
SKF在HM 3160和HM 3064或以下尺寸的锁紧螺母,大部分是以球墨铸铁制成,部分尺寸则以粉末冶金方式制造。更大的螺母由钢制成,并涂上不溶解的防锈剂以保护其表面。锁定垫圈和锁定扣则是由深拉延钢板制成。
轴上的螺纹
在轴上加工的螺纹,对于较小的螺母,SKF建议采用符合ISO 965-3:1998标准的6g公差。对于梯形螺纹的螺母,则建议采用符合ISO 2903:1993标准的7e公差。
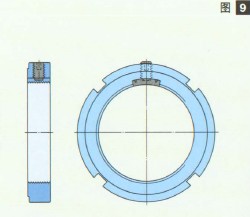
带内置锁定装置的锁紧螺母
KMK锁紧螺母(→图9)中有一个嵌入式的锁定装置,其作用为一块压力板,表面上带有螺纹。利用埋头螺钉将压力板压在轴上的螺纹,可以将螺母固定在轴上。
这种螺母的固定方式非常有效和可靠,安装和拆卸也很简单,并无需使用锁定垫圈或在轴上加工任何键槽,KMK螺母可以重复使用。
KMK螺母沿着圆周加工有四个平均分布的凹槽,可以使用钩形扳手来将其锁定,另外还需要六角扳手来拧紧沉头螺钉。适用的钩形扳手和六角扳手请参见产品表。埋头螺钉应根据产品表上所列的锁紧扭矩来拧紧。
尺寸
除了宽度以外,KMK螺母的尺寸和螺纹符合ISO 2982-2:2001标准。沉头螺钉符合ISO 4026:1993标准,材料级别为45H。
公差
KMK锁紧螺母的公制螺纹公差为5H,符合ISO 965-3:1998标准。
材料
SKF的KMK锁紧螺母由钢制成,并经过磷化和涂上不溶解的防锈剂以保护其表面。
轴上的螺纹
在轴上加工的螺纹,SKF建议采用符合ISO 965-3:1998标准的6g公差。
带锁定螺钉的锁紧螺母
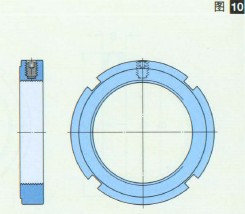
带锁定螺钉的锁紧螺母(→图10)的代号为KMFE。锁定螺钉将螺纹上的其中一小部分压在轴上的螺纹,以防止螺母转动。
这种螺母的固定方式非常有效和可靠,安装和拆卸也很简单,并无需使用锁定垫圈或在轴上加工任何键槽。KMFE螺母可以重复使用。
KMFE螺母沿着圆周加工有四个平均分布的凹槽,可以使用钩形扳手或冲击扳手来将其锁定,另外还需要六角扳手来拧紧沉头螺钉。适用的钩形或冲击扳手和六角扳手请参见产品表。沉头螺钉应根据产品表上所列的锁紧扭矩来拧紧。
尺寸
除了宽度以外,KMFE螺母的尺寸和螺纹符合ISO 2982-2:1995标准。沉头螺钉符合ISO 4026:1993标准,材料级别为45H。
公差
KMFE锁紧螺母的公制螺纹公差为5H,符合ISO 965-3:1998标准。
材料
SKF的KMFE锁紧螺母由钢制成,并涂上不溶解的防锈剂以保护其表面。
轴上的螺纹
在轴上加工的螺纹,SKF建议采用符合ISO 965-3:1998标准的6g公差。
带锁定销的精密锁紧螺母
SKF精密锁紧螺母原为精密轴承的应用而开发,因此尺寸范围也是根据这方面的应用而提供。
在沿螺母圆周上有三个平均分布的锁定销,锁定销装在与螺纹相同角度的位置,利用沉头螺钉将其压在轴上的螺纹,这种锁定方式不仅可以防止螺母的转动,更可以准确地将螺母保持在与轴成直角的位置。锁定销的端部带有与螺母相同的螺纹,是形成螺母整个螺纹的其中一部分。由于锁定销不会变形,因此无论安装和拆卸的次数如何,螺母都可以保持其高精度,而且无需使用锁定垫圈和在轴上加工任何键槽。
SKF精密锁紧螺母有两种设计:
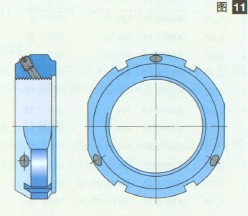
•KMT锁紧螺母(→图11)沿着圆周加工有四个凹槽;尺码在15或以下的螺母,加工有两个位置正对的平面,可以使用一般的扳手来将其拧紧。这种设计主要为满足高精度、安装简便和稳固的锁定等要求。
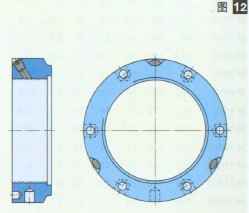
•KMTA锁紧螺母(→图12)的外形与KMT螺母不同,有部分尺寸更有不同的螺距。为了占用更小的空间,螺母的外表面为圆柱形。由于其圆柱形的外表面,螺母可以用作缝隙式密封的一部分。此外,在螺母的外圆和其中一侧的表面加工有一些圆孔以便于安装。
通过三个平均分布的锁定销钉,精密锁紧螺母可以进行调整,使其精确地垂直地固定在轴上。也可以对轴上其它位置上有偏差的部件进行调整。
尺寸
KMT和KMTA螺母的公制ISO螺纹符合ISO 965-3:1998标准。
公差
KMT和KMTA锁紧螺母的公制螺纹公差为5H,符合ISO 965-3:1998标准。螺纹和定位面之间的最大轴向跳动为0,005mm。
材料
SKF的KMT和KMTA锁紧螺母由高强度的钢材制成,并经过磷化和涂上不溶解的防锈剂以保护其表面。
轴上的螺纹
在轴上加工的螺纹,SKF建议采用符合ISO 965-3:1998标准的6g公差。
安装
所有尺寸在15或以下的KMT锁紧螺母,沿周向加工有两个位置正对的平面并有四处凹槽。根据不同尺寸的螺母,可以使用各种扳手将其固定;包括一般的扳手、钩形扳手和冲击扳手等。适用的扳手请参见产品表。
KMTA锁紧螺母可以使用HN..B系列的钩形扳手将其固定,这种扳手在钩上有一个短圆柱形的销子,可以啮合在螺母外圆上的圆孔中。此外,也可以使用其它类似的扳手或一些标准的扳手。适用的扳手请参见产品表。
在锁定KMT和KMTA螺母时,应慢慢将沉头螺钉拧紧,直到锁定销上的螺纹与轴上的螺纹啮合,然后再根据产品表上所列的锁紧扭矩把沉头螺钉完全拧紧。
如果需要调整螺母的定位面与邻接部件之间的对准情况,应先将偏差最大位置的沉头螺钉松开,再将另外两个螺钉拧紧至相同程度,最后将松开的螺钉重新拧紧。如果仍然有不对准的情况,应重复以上步骤直至调整到所需的精度为止。对准的精度可以利用千分表来检查。
拆卸
在拆卸KMT和KMTA锁紧螺母时,即使沉头螺钉已经完全松开,锁定销可能仍啮合在轴的螺纹上。以橡胶锤轻轻敲击沉头螺钉附近的位置,可以使锁定销更容易脱离轴上的螺纹。锁定销松开后,便可以轻易地将螺母从轴上拆卸下。

